



Aktivkohle-Adsorptionsausrüstung ist ein industrielles Luft- und Wasserreinigungssystem, das die außergewöhnlich große Oberfläche und Porenstruktur von Aktivkohle nutzt, um organische Schadstoffe, flüchtige organische Verbindungen (VOCs), Geruchsgase und gelöste Verunreinigungen aus Gas- oder Flüssigkeitsströmen durch physikalische und chemische Adsorptionsmechanismen zu entfernen. Da sich die Umweltvorschriften weltweit verschärfen und die industriellen Emissionsnormen immer strenger werden, Aktivkohle-Adsorptionsausrüstung hat sich zu einer der am weitesten verbreiteten End-of-Pipe-Behandlungstechnologien in der Pharma-, Chemie-, Elektronik-, Druck-, Beschichtungs- und Abwasseraufbereitungsindustrie entwickelt.
Dieser Leitfaden für Ingenieure deckt die gesamte technische und kommerzielle Landschaft von ab Aktivkohle-Adsorptionsausrüstung – von Adsorptionsgrundlagen und Systemkonfigurationen bis hin zu Regenerationsmethoden, Auswahlkriterien, Einhaltung gesetzlicher Vorschriften und wichtigen Überlegungen für B2B-Beschaffungsteams bei der Beschaffung von Systemen im industriellen Maßstab.
1. Funktionsweise von Aktivkohle-Adsorptionsgeräten
1.1 Adsorptionsmechanismus: physikalische vs. chemische Adsorption
Das Funktionsprinzip von Aktivkohle-Adsorptionsausrüstung basiert auf der Tendenz von Molekülen in einer flüssigen Phase, sich an der Oberfläche eines festen Adsorptionsmittels anzusammeln. Zwei unterschiedliche Mechanismen steuern diesen Prozess:
- Physikalische Adsorption (Physisorption) : Angetrieben durch intermolekulare Van-der-Waals-Kräfte zwischen dem Adsorbatmolekül und der Kohlenstoffoberfläche. Es werden keine chemischen Bindungen gebildet, was bedeutet, dass der Prozess vollständig reversibel ist – das adsorbierte Molekül kann durch Verringerung des Partialdrucks oder Erhöhung der Temperatur desorbiert werden. Die Physisorption ist der dominierende Mechanismus bei den meisten Anwendungen zur Entfernung von VOC und organischen Gasen und die Grundlage für die Regenerationsfähigkeit von Aktivkohle-Adsorptionsausrüstung . Die Adsorptionskapazität ist proportional zum Molekulargewicht und Siedepunkt des Adsorbats: Schwerere VOC-Moleküle mit höherem Siedepunkt adsorbieren stärker als leichtere Spezies mit niedrigerem Siedepunkt.
- Chemische Adsorption (Chemisorption) : Beinhaltet die Bildung chemischer Bindungen zwischen dem Adsorbat und funktionellen Oberflächengruppen am Kohlenstoff. Dieser Mechanismus erzeugt eine höhere Adsorptionskapazität für bestimmte Zielverbindungen (z. B. Schwefelwasserstoff, Quecksilberdampf, saure Gase), ist jedoch im Allgemeinen irreversibel – chemisch adsorbierte Spezies können nicht durch thermische Regeneration entfernt werden, sodass ein Kohlenstoffersatz statt einer Regeneration die erforderliche Reaktion auf die Sättigung ist. Imprägnierte Aktivkohlen (beladen mit KI, KOH, H3PO4 oder metallischen Verbindungen) nutzen die Chemisorption zur gezielten Schadstoffentfernung.
-

1.2 Rolle der Porenstruktur: Mikropore, Mesopore, Makropore
Die außergewöhnliche Adsorptionskapazität von Aktivkohle – spezifische Oberflächen von 500–2.000 m²/g im Vergleich zu 1–5 m²/g bei herkömmlichen Filtermedien – ist eine direkte Folge ihres hochentwickelten internen Porennetzwerks. Die IUPAC-Klassifizierung definiert drei Porengrößenkategorien, von denen jede eine bestimmte Funktion im Adsorptionsprozess erfüllt:
| Porentyp | Durchmesserbereich | Funktion bei der Adsorption | Zielkontaminanten |
|---|---|---|---|
| Mikroporen | <2 nm | Primäre Adsorptionsstellen – höchste Oberflächenenergie und Kapazität | Kleine organische Moleküle, VOCs, Lösungsmittel (MW <300 g/mol) |
| Mesoporen | 2–50 nm | Transportwege zu Mikroporen; Adsorption größerer Moleküle | Farbstoffe, größere organische Moleküle, einige Pestizide |
| Makroporen | >50 nm | Autobahnnetz für den schnellen Adsorbattransport in die Kohlenstoffpartikel | Keine primären Adsorptionsstellen – nur Diffusionsrolle |
Für Aktivkohle-Adsorptionsausrüstung for VOC removal Zur Maximierung der Adsorptionskapazität pro Einheit Kohlenstoffmasse werden Kohlenstoffe mit einem hohen Mikroporenvolumen (>0,4 cm³/g) und einer BET-Oberfläche von mehr als 1.000 m²/g spezifiziert. Für Aktivkohle-Adsorptionsausrüstung for wastewater treatment , wird das Mesoporenvolumen immer wichtiger, um die größeren gelösten organischen Moleküle und Huminstoffe aufzunehmen, die typischerweise in industriellen Abwässern vorhanden sind.
1.3 Durchbruchskurve und Sättigungspunkt
Die Durchbruchskurve ist die grundlegende Leistungsmetrik für jeden Aktivkohle-Adsorptionsausrüstung System, das im kontinuierlichen Durchflussmodus arbeitet. Wenn kontaminiertes Gas oder kontaminierte Flüssigkeit durch das Kohlenstoffbett strömt, erfolgt die Adsorption schrittweise – die Einlassschichten mit Kohlenstoff sättigen sich zuerst, und die Stoffübergangszone (MTZ) – der Bereich der aktiven Adsorption – wandert mit der Zeit in Richtung Bettauslass. Der Durchbruch ist definiert als der Moment, in dem die Schadstoffkonzentration am Auslass einen definierten Bruchteil der Konzentration am Einlass erreicht (typischerweise 5–10 % für VOC-Systeme oder den gesetzlichen Emissionsgrenzwert, je nachdem, welcher Wert strenger ist).
Zu den kritischen Durchbruchskurvenparametern, die das Systemdesign und betriebliche Entscheidungen bestimmen, gehören:
- Durchbruchszeit (t_b) : Die Zeit vom Betriebsbeginn bis zum Durchbruch – bestimmt das Regenerations- oder Kohlenstoffaustauschintervall und beeinflusst direkt die Betriebskosten.
- Sättigungszeit (t_s) : Die Zeit bis zur vollständigen Bettsättigung – das Verhältnis t_b/t_s definiert die Schärfe der Durchbruchsfront. Scharfe Fronten (Verhältnis nähert sich 1,0) weisen auf eine effiziente Kohlenstoffnutzung hin; Allmähliche Fronten deuten auf axiale Streuung, Kanalisierung oder schlechte Bettgestaltung hin.
- Effizienz der Kohlenstoffnutzung : Der Anteil der gesamten Kohlenstoffkapazität, der tatsächlich vor dem Durchbruch genutzt wird – typischerweise 50–80 % für gut konzipierte Festbettsysteme. Eine geringere Effizienz weist auf überdimensionierte Betten oder eine schlechte Strömungsverteilung hin.
1.4 Wichtige Leistungsindikatoren: Adsorptionskapazität, Betttiefe, Kontaktzeit
Systemtechnik von Aktivkohle-Adsorptionsausrüstung konzentriert sich auf drei voneinander abhängige Designvariablen:
- Adsorptionskapazität (q, mg/g oder kg/kg) : Die pro Masseneinheit Kohlenstoff im Gleichgewicht adsorbierte Schadstoffmasse, definiert durch die Adsorptionsisotherme (Langmuir- oder Freundlich-Modell) für das spezifische Adsorbat-Kohlenstoff-System bei Betriebstemperatur. Veröffentlichte Isothermendaten von Kohlenstoffherstellern bilden den Ausgangspunkt für die Berechnung der Bettgröße.
- Betttiefe (L, m) : Die Mindestbetttiefe wird durch die Länge der Stoffübergangszone bestimmt – das Bett muss mindestens das 1,5- bis 2,0-fache der MTZ-Länge betragen, um die angestrebte Durchbruchskonzentration zu erreichen. Tiefere Betten verlängern die Kontaktzeit, verbessern die Auslasskonzentration und verlängern die Durchbruchszeit auf Kosten eines höheren Druckabfalls.
- Leerbettkontaktzeit (EBCT, Minuten) : Das Verhältnis von Bettvolumen zu Volumenstrom – der wichtigste Größenparameter für Aktivkohle-Adsorptionsausrüstung . Typische EBCT-Werte liegen bei 0,1–0,5 Sekunden für Gasphasen-VOC-Systeme und 5–30 Minuten für Flüssigphasen-Abwasserbehandlungssysteme. Eine längere EBCT verbessert die Entfernungseffizienz, erhöht jedoch die Kapitalkosten (größeres Schiff) und den Kohlenstoffbestand.
2. Arten von Aktivkohle-Adsorptionsgeräten
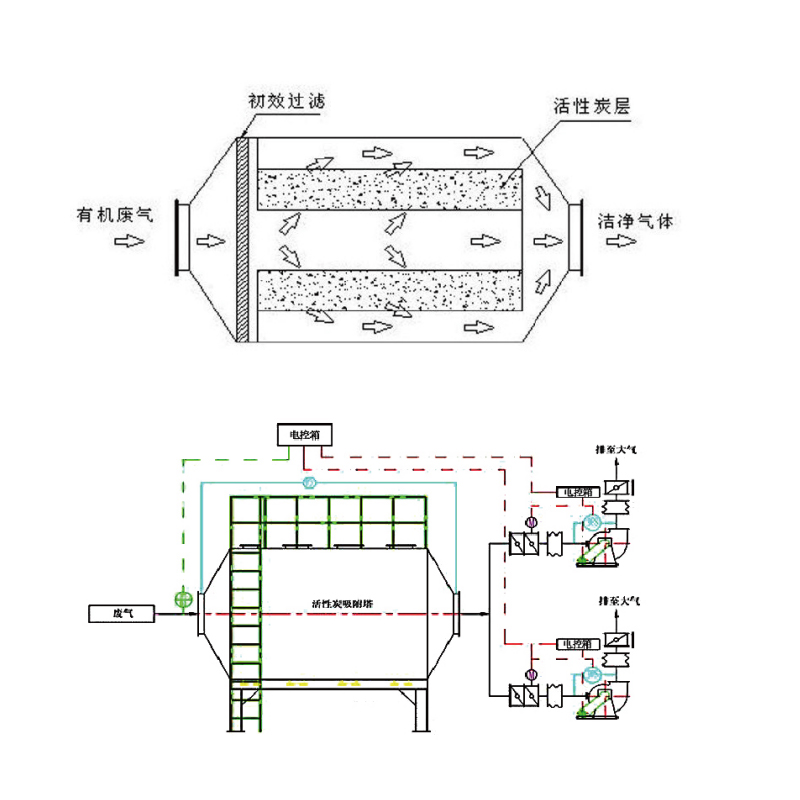
2.1 Festbett-Aktivkohle-Adsorptionsturm
Der Festbettadsorptionsturm ist die am weitesten verbreitete Konfiguration Aktivkohle-Adsorptionsausrüstung in industriellen Anwendungen. Kohlenstoff ist als stationäres Bett in einem Druckbehälter verpackt; Verunreinigtes Gas oder verunreinigte Flüssigkeit strömt in einer definierten Richtung durch das Bett (typischerweise Abwärtsströmung bei Flüssigkeiten, Aufwärtsströmung oder Abwärtsströmung bei Gasen), und saubere Abflüsse treten am gegenüberliegenden Ende aus. Festbettsysteme werden entweder in Einzelbett- oder Mehrbettkonfigurationen (Lead-Lag) betrieben:
- Einzelbettsysteme : Einfachste Konfiguration – niedrigste Investitionskosten, erfordert jedoch eine Prozessabschaltung zur Kohlenstoffregeneration oder zum Austausch. Geeignet für Batch-Prozesse oder Anwendungen mit seltenen Regenerationsanforderungen.
- Doppelbett-Lead-Lag-Systeme : Zwei Betten arbeiten in Reihe – das Bleibett absorbiert den Großteil der Schadstoffbelastung, während das Lag-Bett als Polierstufe und Frühwarnung vor dem Durchbruch des Bleibetts fungiert. Wenn das Bleibett gesättigt ist, wird es zur Regeneration offline genommen, während das Nachlaufbett zum neuen Blei wird und ein frisch regeneriertes Bett als neuer Nachlauf eintritt. Diese Konfiguration ermöglicht einen kontinuierlichen Betrieb ohne Prozessunterbrechung – die Standardausführung für industrielle Anwendungen zur kontinuierlichen Emissionskontrolle.
- Mehrere parallele Betten : Drei oder mehr Betten in paralleler Rotation – eines adsorbierend, eines regenerierend, eines kühlend/standby. Wird für Anwendungen mit hohem Durchfluss verwendet, bei denen ein einzelnes Bett unpraktisch groß wäre oder ein kontinuierlicher Betrieb mit überlappenden Regenerationszyklen erforderlich ist.
2.2 Adsorptionssysteme mit beweglichem Bett und rotierendem Rad
Für applications requiring continuous operation with low pressure drop and high volumetric flow rates — particularly large-volume, low-concentration VOC streams — moving-bed and rotating adsorption wheel systems offer advantages over fixed-bed configurations:
- Bewegtbettadsorber : Kohlenstoffkörnchen bewegen sich durch die Schwerkraft kontinuierlich nach unten durch die Adsorptionszone, während kontaminiertes Gas im Gegenstrom nach oben strömt. Gesättigter Kohlenstoff wird kontinuierlich vom Boden abgezogen und einer Regenerationseinheit zugeführt; regenerierter Kohlenstoff wird nach oben zurückgeführt. Diese Konfiguration erreicht eine nahezu theoretische Kohlenstoffnutzungseffizienz und beseitigt die bahnbrechende Beschränkung von Festbettsystemen.
- Rotierendes Adsorptionsrad (Wabenrotor) : Ein zylindrischer Rotor, der mit Aktivkohle oder Zeolith mit Wabenstruktur gefüllt ist, rotiert langsam (1–10 U/min) durch abwechselnde Adsorptions- und Desorptionssektoren. Dieses Design ist besonders effektiv für großvolumige VOC-Ströme mit niedriger Konzentration (Einlasskonzentration 10–500 mg/m³), wo es die VOC-Fracht um den Faktor 10–30 konzentriert, bevor der konzentrierte Strom zu einer nachgeschalteten thermischen Oxidationsanlage geleitet wird, wodurch die Betriebskosten der Oxidationsanlage erheblich gesenkt werden.
2.3 Design des industriellen Aktivkohle-Adsorptionsturms – Schlüsselparameter
Ingenieurwesen und Design eines industriellen Aktivkohle-Adsorptionsturms erfordert die Spezifikation der folgenden voneinander abhängigen Parameter, um die Emissionsziele zuverlässig über den gesamten Bereich der Betriebsbedingungen zu erreichen:
| Designparameter | Typischer Bereich (Gasphase) | Typischer Bereich (Flüssigkeitsphase) | Technische Bedeutung |
|---|---|---|---|
| Oberflächengeschwindigkeit (u) | 0,2–0,5 m/s | 5–15 m/h | Bestimmt den Druckabfall und den Stoffübergangskoeffizienten |
| Betttiefe (L) | 0,3–1,5 m | 1,0–3,0 m | Für die Zieleffizienz muss die MTZ-Länge das 1,5-fache überschreiten |
| EBCT | 0,1–0,5 s | 5–30 Min | Primärer Größenparameter für die Entfernungseffizienz |
| Kohlenstoffpartikelgröße | 4×8 Maschen (2,4–4,8 mm) | 8×30 Maschen (0,6–2,4 mm) | Kleinere Partikel: bessere Kinetik, höherer Druckabfall |
| Druckabfall (ΔP) | 500–2.000 Pa/m | 0,5–2,0 bar/m | Bestimmt den Energieverbrauch von Lüfter/Pumpe |
| Temperaturbereich | 10–50°C (optimal) | 5–40°C (optimal) | Höhere Temperaturen verringern die Adsorptionskapazität |
| Relative Luftfeuchtigkeit (Gasphase) | <70 % relative Luftfeuchtigkeit bevorzugt | N/A | Wasserdampf konkurriert mit VOC um Adsorptionsstellen über 70 % relativer Luftfeuchtigkeit |
2.4 Modulare vs. maßgeschneiderte Systeme
Die Beschaffungsentscheidung zwischen modularen Standardeinheiten und maßgeschneiderten Einheiten Aktivkohle-Adsorptionsausrüstung wird durch die Komplexität und den Umfang der Anwendung bestimmt:
- Modulare Systeme : Vorgefertigte, werkseitig montierte Einheiten, erhältlich in Standard-Durchflussraten und Kohlenstoffbestandsgrößen. Kürzere Vorlaufzeit (4–8 Wochen gegenüber 12–24 Wochen bei Sonderanfertigungen), niedrigere Konstruktionskosten und einfachere Ersatzteilverfügbarkeit. Am besten geeignet für Anwendungen, bei denen Durchflussrate, Konzentration und Zieleffizienz innerhalb des Spezifikationsbereichs der Standardeinheit liegen.
- Maßgeschneiderte Systeme : Speziell für die Prozessbedingungen, Standortbeschränkungen und behördlichen Anforderungen des Kunden entwickelt. Erforderlich für nicht standardmäßige Durchflussraten, Ströme mit hoher Temperatur oder hoher Luftfeuchtigkeit, Mehrkomponenten-VOC-Gemische, die eine spezielle Kohlenstoffauswahl erfordern, oder integrierte Systeme, die Vorbehandlung, Regeneration und Nachbehandlung in einer einzigen technischen Lösung umfassen. Höhere Entwicklungs- und Herstellungskosten im Vorfeld werden durch optimierte Leistung, niedrigere Betriebskosten über die gesamte Lebensdauer und garantierte Einhaltung gesetzlicher Vorschriften ausgeglichen.
-
3. Kernanwendungen nach Branche
3.1 Aktivkohle-Adsorptionsausrüstung zur VOC-Entfernung
Aktivkohle-Adsorptionsausrüstung zur VOC-Entfernung ist die Hauptanwendung, die die weltweite Marktnachfrage nach dieser Technologie antreibt. Industrielle VOC-Emissionen – aus Lösungsmitteln, Beschichtungsvorgängen, pharmazeutischer Synthese, Druck, Gummiverarbeitung und chemischer Herstellung – unterliegen immer strengeren gesetzlichen Grenzwerten gemäß Chinas GB 16297, der Industrieemissionsrichtlinie (IED) der EU und den National Emission Standards for Hazardous Air Pollutants (NESHAP) der US-Umweltschutzbehörde EPA.
Wichtige Leistungsanforderungen für Aktivkohle-Adsorptionsausrüstung for VOC removal umfassen:
- Entfernungseffizienz : Typischerweise >95 % für die Einhaltung gesetzlicher Vorschriften in den wichtigsten Industriesektoren Chinas (GB 37822-2019 verlangt für die meisten Branchen eine Gesamt-VOC-Auslasskonzentration von ≤60 mg/m³); Für die Entfernung gefährlicher Luftschadstoffe (HAP) in pharmazeutischen und chemischen Anwendungen können mehr als 98 % erforderlich sein.
- Konzentrationsbereich am Einlass : Festbett-Kohlenstoffadsorber sind für VOC-Einlasskonzentrationen von 300–5.000 mg/m³ optimiert. Unterhalb von 300 mg/m³ sinkt die Kohlenstoffausnutzung pro Regenerationszyklus, was zu höheren Betriebskosten führt. Über 5.000 mg/m³ erfordert die Brand- und Explosionsgefahr durch die Freisetzung exothermer Adsorptionswärme ein sorgfältiges Wärmemanagement und eine Sicherheitsverriegelungskonstruktion.
- Integration der Lösungsmittelrückgewinnung : Für hochwertige Lösungsmittel (MEK, Toluol, Ethylacetat, DMF), dampfregeneriert Aktivkohle-Adsorptionsausrüstung for VOC removal ermöglicht die Rückgewinnung des desorbierten Lösungsmittels durch Kondensation und die Wiederverwendung – wodurch die Emissionskontrollkosten in eine Einnahmequelle für die Rohstoffrückgewinnung umgewandelt werden, die 30–70 % der Systembetriebskosten ausgleichen kann.
3.2 Aktivkohle-Adsorptionsgeräte für die Abwasserbehandlung
Aktivkohle-Adsorptionsausrüstung für die Abwasserbehandlung befasst sich mit der Entfernung gelöster organischer Verbindungen, Spuren von Arzneimitteln, Pestiziden, Farbstoffen, Schwermetallkomplexen sowie Geschmacks- und Geruchsverbindungen aus Industrieabwässern und Trinkwasser, die gegenüber biologischen Behandlungsprozessen resistent sind. Der entscheidende Leistungsvorteil von Aktivkohle gegenüber der biologischen Behandlung für diese Anwendungen ist ihre Unselektivität – Aktivkohle adsorbiert praktisch alle organischen Verbindungen gleichzeitig, unabhängig von ihrer biologischen Abbaubarkeit.
Zu den Anwendungen der industriellen Abwasserbehandlung gehören:
- Polieren von pharmazeutischen Abwässern : Entfernung von pharmazeutischen Wirkstoffen (APIs), Zwischenprodukten und Lösungsmittelrückständen bis zu Konzentrationen unterhalb der Nachweisgrenze vor der Entsorgung. Erforderlich durch immer strengere pharmazeutische Abwasserentsorgungsnormen in China (GB 21904) und Europa.
- Färberei- und Textilabwasser : Entfärbung von Reaktivfarbstoffabwässern mit CSB-Reduktion von 200–500 mg/L auf <50 mg/L. Aktivkohle ist besonders wirksam bei widerspenstigen Azofarbstoffen, die einem biologischen Abbau widerstehen.
- Spülwasser für Elektronik und Halbleiter : Entfernung von Spuren organischer Lösungsmittel (IPA, Aceton, NMP) aus hochreinen Spülwasserströmen, um die Wiederverwendung von Wasser zu ermöglichen und das Abflussvolumen zu reduzieren.
- Erweiterte Trinkwasseraufbereitung : Entfernung von Desinfektionsnebenproduktvorläufern, Geschmacks- und Geruchsverbindungen (Geosmin, 2-MIB) und Mikroschadstoffen als tertiärer Polierschritt nach der konventionellen Behandlung.
3.3 Pharma-, Chemie- und Druckindustrie
Diese drei Sektoren stellen zusammen das wertvollste Marktsegment für dar Aktivkohle-Adsorptionsausrüstung aufgrund der Kombination aus hochwertigen Lösungsmittelströmen (die Investitionen in die Lösungsmittelrückgewinnung rechtfertigen), strengen gesetzlichen Anforderungen (die Spezifikationen für eine hohe Entfernungseffizienz erfordern) und komplexen Mehrkomponenten-VOC-Mischungen (die eine fachmännische Systemauslegung und Kohlenstoffauswahl erfordern):
- Pharmazeutische Herstellung : Bei Synthese-, Formulierungs- und Beschichtungsvorgängen entstehen lösungsmittelbeladene Abgasströme, die Ethanol, IPA, Aceton, Methylenchlorid und andere HAPs enthalten. Industrielles Aktivkohle-Adsorptionsturm-Design Für pharmazeutische Anwendungen müssen die Kompatibilität von Lösungsmittelmischungen, die explosionsgeschützte elektrische Klassifizierung (ATEX Zone 1 oder 2) und GMP-Dokumentationsanforderungen berücksichtigt werden.
- Chemische Herstellung : Prozessentlüftungen, Reaktorabgase und Atemverluste aus Lagertanks enthalten eine Vielzahl organischer Verbindungen. Die Auswahl des Kohlenstoffs muss die konkurrierende Adsorption zwischen Gemischkomponenten und die Möglichkeit eines Temperaturanstiegs der Adsorptionswärme bei konzentrierten Strömen berücksichtigen.
- Drucken und Verpacken : Beim Flexo-, Tief- und Offsetdruck entstehen große Mengen lösungsmittelhaltiger Abgase (Toluol, Ethylacetat, Isopropanol). Die Lösungsmittelrückgewinnung durch dampfregenerierte Kohlenstoffadsorption ist bei den für Hochgeschwindigkeitsdruckvorgänge typischen Lösungsmittelbeladungen wirtschaftlich überzeugend.
3.4 Elektronik, Photovoltaik und Gummiverarbeitung
Bei der Elektronik- und Photovoltaikfertigung entstehen bei Beschichtungs- und Laminierungsvorgängen Prozessabgase, die NMP (N-Methyl-2-pyrrolidon), DMF (Dimethylformamid) und andere hochsiedende Lösungsmittel enthalten. Diese Lösungsmittel haben eine hohe Adsorptionsaffinität für Aktivkohle (hoher Siedepunkt = starke Adsorption) und einen erheblichen wirtschaftlichen Rückgewinnungswert Aktivkohle-Adsorptionsausrüstung Bei diesen Anwendungen ist die Lösungsmittelrückgewinnung die bevorzugte Technologie gegenüber der thermischen Oxidation. Gummiverarbeitungs- und Vulkanisationsbetriebe emittieren Schwefelverbindungen, Kohlenwasserstoffe und mit Partikeln beladene Gase, die vor der Kohlenstoffadsorption eine Vorfiltration erfordern, um eine vorzeitige Bettverschmutzung zu verhindern.
4. Regeneration von Aktivkohle-Adsorptionsgeräten
4.1 Dampfregeneration – Prozess- und Energiebedarf
Die Dampfregeneration ist die am weitesten verbreitete Methode Regeneration von Aktivkohle-Adsorptionsgeräten bei Anwendungen zur Lösungsmittelrückgewinnung. Niederdruckdampf (110–140 °C, 0,05–0,3 MPa) wird durch das gesättigte Kohlenstoffbett geleitet und liefert die Wärmeenergie, die zur Desorption adsorbierter VOCs erforderlich ist (die Desorption ist endotherm – die Umkehrung der exothermen Adsorption). Das desorbierte VOC-Dampf-Gemisch verlässt das Bett und wird in einem Wärmetauscher kondensiert; Durch Phasentrennung (Dekantierung) wird das zurückgewonnene Lösungsmittel vom Kondensatwasser getrennt.
Wichtige Parameter der Dampfregeneration:
- Dampf-zu-Lösungsmittel-Verhältnis : Typischerweise 2–5 kg Dampf pro kg desorbiertes Lösungsmittel, abhängig von der Adsorptionsaffinität des Lösungsmittels und dem Restbeladungsziel des Bettes nach der Regeneration.
- Restbeladung nach Regeneration : Nicht das gesamte adsorbierte Lösungsmittel wird in jedem Regenerationszyklus entfernt – typischerweise verbleiben 10–30 % der Beladung vor der Regeneration als „Rückstand“. Diese Ferse sammelt sich über aufeinanderfolgende Zyklen an, bis das Gleichgewicht erreicht ist, und definiert die Arbeitskapazität des Kohlenstoffs als Differenz zwischen der Durchbruchsbelastung und der Gleichgewichts-Fersenbelastung.
- Kohlenstofftrocknung nach Dampfregeneration : Das Kohlenstoffbett behält nach der Dampfregeneration erhebliche Feuchtigkeit, was die verfügbare Adsorptionskapazität für nachfolgende Zyklen verringert. Vor der Wiederinbetriebnahme des Bettes ist eine Heißlufttrocknung (60–100 °C) oder eine Inertgasspülung erforderlich.
4.2 Thermische / Heißgasregeneration
Für applications where steam introduction is undesirable — water-sensitive solvents, or systems where solvent-water separation is uneconomical — hot inert gas (nitrogen at 150–250°C) or hot air regeneration is used. Hot gas regeneration achieves lower residual heel than steam regeneration (since no water is introduced to compete for adsorption sites during cooling) but requires more complex gas recirculation infrastructure. This method is preferred for ketone solvents (MEK, MIBK) that form explosive peroxides on contact with water, and for high-boiling solvents where steam condensation temperatures are insufficient for complete desorption.
4.3 Vakuumdesorptions- und Stickstoffspülmethoden
Die Vakuumdesorption verringert den Partialdruck der adsorbierten Spezies über dem Kohlenstoffbett und führt so zu einer Desorption bei niedrigeren Temperaturen als bei thermischen Methoden. Die kombinierte Vakuum-Thermal-Regeneration (Anlegen eines Vakuums bei gleichzeitiger mäßiger Erwärmung auf 80–120 °C) erzielt den niedrigsten Restrückstand aller Regenerationsmethoden und ist für hochwertige Lösungsmittel spezifiziert, bei denen eine maximale Rückgewinnungsausbeute wirtschaftlich entscheidend ist. Die Stickstoffspülregeneration – das Fließen von erhitztem Stickstoff durch das Bett, um adsorbierte VOCs zu entfernen – wird für thermisch empfindliche Verbindungen verwendet, die sich bei Dampfregenerationstemperaturen zersetzen würden, und für kleine Systeme, bei denen keine Dampferzeugungsinfrastruktur verfügbar ist.
4.4 Management des Regenerationszyklus und Schwellenwerte für den Kohlenstoffersatz
Effektiv Regeneration von Aktivkohle-Adsorptionsgeräten erfordert ein systematisches Zyklusmanagement, um die Verschlechterung der Kohlenstoffleistung zu verfolgen und den optimalen Austauschzeitpunkt zu bestimmen:
| Regenerationsmethode | Typische Zyklusdauer | Kohlenstofflebensdauer (Zyklen) | Restabsatz (% der Frischkapazität) | Beste Anwendung |
|---|---|---|---|---|
| Dampfregeneration | 4–8 Stunden | 500–1.000 Zyklen | 10–30 % | Lösungsmittelrückgewinnung (Alkohol, Keton, Ester) |
| Regeneration von Heißgas (N₂). | 6–12 Stunden | 300–600 Zyklen | 5–15 % | Wasserempfindliche Lösungsmittel, hochsiedende VOCs |
| Vakuumthermische Regeneration | 8–16 Stunden | 200–400 Zyklen | 2–8 % | Hochwertige Lösungsmittel, maximale Rückgewinnungsausbeute |
| Keine Regeneration (Kohlenstoffersatz) | N/A | Einmalgebrauch | N/A | Chemisorptionsanwendungen, Systeme mit geringem Volumen |
Die Kohle sollte ersetzt werden, wenn die Arbeitskapazität (gemessen an der Durchbruchzeit bei Standardbedingungen) auf 50–60 % der Anfangskapazität gesunken ist – typischerweise nach 3–5 Jahren bei dampfregenerierten Systemen – oder wenn der physikalische Abbau (Partikelabrieb, Ascheansammlung oder Teerverschmutzung durch polymerisierbare VOCs) zu einem Druckabfall im Bett geführt hat, der über die Kapazität des Systemventilators hinausgeht.
5. So wählen Sie das richtige System aus
5.1 Schadstoffkonzentration und Durchflussbemessung
Systemdimensionierung für Aktivkohle-Adsorptionsausrüstung beginnt mit einer vollständigen Charakterisierung des Einlassgas- oder Flüssigkeitsstroms:
- Volumenstrom (Nm³/h oder m³/h) : Die Auslegungsdurchflussrate sollte den maximalen Prozessfluss widerspiegeln, einschließlich Sicherheitsmarge (normalerweise 110–120 % des Nennmaximums). Die Querschnittsfläche des Kohlenstoffbetts wird aus der Durchflussrate dividiert durch die angestrebte Oberflächengeschwindigkeit (0,2–0,5 m/s für die Gasphase) berechnet.
- Schadstoffkonzentration (mg/m³ oder mg/L) : Es müssen sowohl Durchschnitts- als auch Spitzenkonzentrationen charakterisiert werden. Spitzenkonzentrationsereignisse (während des Gerätestarts, Spitzenwerte im Chargenprozess oder Prozessstörungen) können zu einem vorzeitigen Durchbruch führen, wenn das System nur für durchschnittliche Bedingungen dimensioniert ist.
- Schadstoffzusammensetzung : Bei gemischten VOC-Strömen bricht die Komponente mit der niedrigsten Adsorptionsaffinität (niedrigster Siedepunkt, niedrigstes Molekulargewicht) zuerst durch und bestimmt die Grundlage für das Systemdesign. Die konkurrierende Adsorption zwischen Komponenten bedeutet auch, dass zunächst adsorbierte leichtere Verbindungen durch anschließend adsorbierte schwerere Verbindungen verdrängt werden können – ein Phänomen, das bei Vorhersagen der Durchbruchszeit berücksichtigt werden muss.
- Temperatur und Luftfeuchtigkeit : Eine Einlassgastemperatur über 40 °C verringert die Adsorptionskapazität der Aktivkohle erheblich und erfordert möglicherweise einen Vorkühler vor dem Aktivkohle-Adsorptionsausrüstung . Eine relative Luftfeuchtigkeit über 70 % führt zu einer konkurrierenden Adsorption von Wasserdampf und verringert die effektive VOC-Kapazität je nach VOC-Typ um 20–50 %.
5.2 Auswahl des Kohlenstofftyps: Granulat vs. Pellet vs. Wabenstruktur
| Kohlenstoffform | Partikelgröße | Druckabfall | Adsorptionskapazität | Typische Anwendung |
|---|---|---|---|---|
| Granulat-Aktivkohle (GAC) | 0,6–4,8 mm | Mittelhoch | Hoch (500–1.200 mg/g für häufige VOCs) | Festbett-Gas- und Flüssigphasensysteme |
| Pelletierte Aktivkohle (PAC) | Zylinder mit 1,5–4,0 mm Durchmesser | Mittel | Hoch (vergleichbar mit GAC) | Gasphase – geringere Staubentwicklung als GAC |
| Pulverförmige Aktivkohle (PAC) | <0,075 mm | N/A (Gülledosierung) | Sehr hoch (höchste Oberfläche) | Flüssige Phase – dosiert als Aufschlämmung, nicht als Festbett |
| Wabenförmige Aktivkohle | Monolithischer Block, 1,5–2,5 mm Zellwände | Sehr niedrig | Geringer pro Volumeneinheit als GAC | Rotierende Radkonzentratoren, großvolumige VOC mit niedriger Konzentration |
5.3 Integration mit vor- und nachgelagerten Behandlungsprozessen
Aktivkohle-Adsorptionsausrüstung Wird in industriellen Anwendungen selten als eigenständiges System betrieben. Ein effektives Systemdesign erfordert eine sorgfältige Integration mit vorgelagerten Vorbehandlungs- und nachgelagerten Nachbehandlungsprozessen:
- Vorgelagerte Vorbehandlung : Partikel (>1 µm) müssen vor dem Kohlenstoffbett entfernt werden, um vorzeitige Verschmutzung und Kanalbildung zu verhindern. Bei Emissionen, die Aerosole, Rauch oder Staub enthalten, ist ein Beutelfilter oder Elektrofilter vor dem Adsorber Standard. Hochtemperaturströme erfordern eine Kühlung (direkter oder indirekter Wärmetauscher) auf unter 40 °C. Für Ströme mit hoher Luftfeuchtigkeit kann ein Kondensator oder ein Trockenmittel-Vortrockner erforderlich sein.
- Nachgeschaltete Nachbehandlung : In vielen regulatorischen Kontexten Aktivkohle-Adsorptionsausrüstung for VOC removal wird mit einem nachgeschalteten katalytischen oder thermischen Oxidationsmittel kombiniert – der Adsorber konzentriert den VOC-Strom (reduziert die Größe des Oxidationsmittels und den Kraftstoffverbrauch), während das Oxidationsmittel für die ultimative Zerstörung bei jedem Durchbruch sorgt, der die Emissionsgrenzwerte überschreitet.
- Integration des Lösungsmittelrückgewinnungssystems : Bei dampfregenerierten Systemen mit Lösungsmittelrückgewinnung muss das nachgeschaltete Kondensations- und Phasentrennungssystem für das spezifische Lösungsmittelgemisch ausgelegt sein, einschließlich der Bereitstellung einer Azeotrophandhabung (z. B. Ethanol-Wasser-Gemische, die eine Destillation anstelle einer einfachen Phasentrennung erfordern).
5.4 Kostenanalyse: CAPEX vs. OPEX über Systemtypen hinweg
| Systemtyp | CAPEX (relativ) | OPEX-Treiber | Amortisationszeit | Bester wirtschaftlicher Fall |
|---|---|---|---|---|
| Festbett, Kohlenstoffersatz (keine Regeneration) | Niedrig | Kosten für den Kauf und die Entsorgung von Kohlenstoff | N/A (keine Wiederherstellungseinnahmen) | Niedrig concentration, infrequent use, small flow |
| Festbett-Dampfregeneration mit Lösungsmittelrückgewinnung | Mittelhoch | Dampfkosten, Kondensation, Wasseraufbereitung | 1–4 Jahre (kompensiert durch den Wert der Lösungsmittelrückgewinnung) | Hohe Konzentration, hochwertige Lösungsmittel, kontinuierlicher Betrieb |
| Rotierender Radkonzentrator-Oxidator | Hoch | Oxidationskraftstoff, Strom, Wartung | 3–6 Jahre | Großes Volumen, geringe Konzentration, gemischte Lösungsmittel ohne Rückgewinnungswert |
| Wanderbett mit kontinuierlicher Regeneration | Sehr hoch | Kohlenstofftransport, Regenerationsenergie | 4–8 Jahre | Sehr großer Durchfluss, kontinuierlicher Betrieb, hoher Kohlenstoffausnutzungsbedarf |
6. Regulatorische Standards und Compliance
6.1 China GB-Standards für VOC- und Abwasseremissionen
Chinas regulatorischer Rahmen für Industrieemissionen wurde seit 2015 erheblich verschärft und ist damit der wichtigste Faktor für die Einhaltung von Vorschriften Aktivkohle-Adsorptionsausrüstung Investitionen in allen chinesischen Industriesektoren:
- GB 37822-2019 (Volatile Organic Compounds Unorganized Emission Control Standard): Legt Grenzwerte für die gesamte VOC-Austrittskonzentration von ≤60 mg/m³ für allgemeine Industriequellen und strengere Grenzwerte für bestimmte Industriesektoren fest. Beauftragt die organisierte Sammlung und Behandlung von VOC-Emissionsquellen oberhalb definierter Schwellenwerte.
- Branchenspezifische Emissionsstandards : GB 31572 (Kunstharz), GB 31571 (Petrochemie), GB 16297 (umfassende Luftschadstoffe), GB 14554 (Geruchsschadstoffe) – jede legt spezifische Grenzwerte für VOC-Arten fest, die für ihre jeweiligen Industriesektoren gelten.
- GB 8978-1996 und branchenspezifische Abwasserstandards : Kontrollieren Sie die Konzentration gelöster organischer Verbindungen in Industrieabwässern und treiben Sie so Investitionen voran Aktivkohle-Adsorptionsausrüstung for wastewater treatment als Polierschritt, um immer strengere Grenzwerte für CSB, BSB und spezifische organische Verbindungen einzuhalten.






